MES系統重塑工裝行業核心競爭力
從“經驗驅動”到“數據驅動”:MES系統如何重塑工裝行業核心競爭力
在制造業的龐大體系中,工裝行業(涵蓋模具、夾具、檢具等)扮演著至關重要的“基石”角色。它是實現產品規模化、精密化生產的源頭。然而,這個極具技術含量的領域,其內部管理卻長期面臨著一種獨特的矛盾:所處理的對象技術精度極高,但管理模式卻往往依賴于“老師傅”的經驗和人工調度,充滿了不確定性。如何破解“黑箱”生產、交付延期、成本失控、知識斷層等困局?答案正藏于制造執行系統(MES) 的深度應用之中,它正引領工裝行業從“經驗驅動”邁向“數據驅動”的深刻變革。
一、工裝管理的獨特挑戰:為何傳統模式失靈?
與大批量標準產品生產不同,工裝制造是典型的“項目型”生產模式,每一套模具、每一副夾具都是一個獨立的項目。這帶來了四大核心痛點:
生產進程不透明:項目進度靠人工跑腿、電話溝通,管理層如同“霧里看花”,無法實時知曉工件流轉到哪道工序、瓶頸何在,交付日期往往成為“憑經驗猜測”。
計劃排產復雜度高:高精度的CNC、電火花等關鍵設備資源有限,且高度依賴技師的技能匹配。頻繁的插單、改單讓計劃員疲于奔命,資源沖突嚴重,設備利用率低下。
質量追溯與成本核算困難:一個質量問題發生后,難以快速定位是哪個環節、哪位操作者、用了哪些參數所致,追溯成本高昂。同時,因缺乏精確的工時與物料消耗數據,項目成本核算模糊,報價和盈利分析缺乏依據。
企業知識資產流失:資深技師的工藝訣竅、調試經驗存儲于個人腦中,難以沉淀和傳承。人員流動即意味著核心技術的流失,企業難以實現持續和穩定的技術積累。
二、MES系統:為工裝行業量身定制的“數字化引擎”
MES系統作為連接上層計劃(ERP)與底層設備(控制層)的“中樞神經”,能夠為工裝企業提供全流程、精細化的管理解決方案。其應用絕非簡單的信息化,而是對生產管理模式的全面重塑。
1. 項目全生命周期管理,實現“一盤棋”可視化
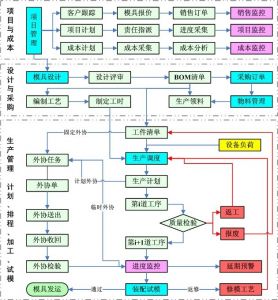
MES將每個訂單視為一個獨立項目,從訂單接收、技術圖紙下發到最終試模驗收,所有信息集中管理。通過電子看板,管理層可以清晰俯瞰所有在制項目的實時狀態——哪些在加工、哪些在待料、哪些有延期風險,徹底告別“黑箱”作業,實現全局可控。
2. 智能高級排產(APS),優化資源“調度藝術”
這是MES的核心價值。系統能綜合考慮訂單交期、工藝路徑、設備能力、技師技能、物料齊套率等因素,自動生成最優的、可視化的詳細排程。當插單或異常發生時,系統能快速模擬影響并重新排產,最大化設備利用率,確保關鍵項目準時交付。
3. 過程精細控制,構建質量追溯“鐵證鏈”
通過工序級報工、設備數據自動采集、關鍵質檢點控制,MES記錄了工件加工的全要素數據(誰、何時、何設備、用何程序、耗時多少、檢驗結果)。一旦未來試模或生產中出現問題,可瞬間追溯至根源。同時,這些數據為工藝優化提供了寶貴的數據基礎。
4. 知識庫與無紙化,沉淀企業“智慧資產”
MES能將成功的加工參數、解決方案、調試記錄等沉淀為企業知識庫。新項目可參考歷史最優實踐,新員工也能快速學習。結合DNC(數控程序管理) 實現無紙化作業,確保加工現場始終使用正確的程序版本,從源頭杜絕錯誤。
三、一個典型的場景:MES如何賦能一套模具的誕生
假設某企業接到一個“汽車部件注塑模具”訂單:
起點:訂單從ERP同步至MES,項目創建,所有3D模型、圖紙自動關聯。
規劃:APS系統瞬間完成排產,將模板銑削、型腔加工、電極制作、電火花、拋光、組裝等任務精準分配至未來幾天的具體設備和技師。
執行:車間技師在工位終端掃描任務二維碼,即可查看圖紙、接收數控程序。加工時長、檢驗數據實時錄入系統。
監控:項目經理在辦公室即可看到:CNC三號機正在精加工型腔,比計劃提前半小時;而電火花一號機因等待電極,亮起黃燈預警,系統已自動通知物料員跟進。
收官:模具試模成功,所有過程數據(實際總工時、物料消耗、質量報告)自動歸檔,形成該模具的“數字孿生”檔案,為后續維護、改模和同類項目報價提供精準依據。
四、結語:數字化轉型的必由之路
對于工裝企業而言,實施MES已不再是“選擇題”,而是關乎未來生存與發展的“必答題”。它不僅僅是一套軟件,更是一種將“工匠精神”標準化、數據化、可復制的管理哲學。通過擁抱MES,工裝企業能夠有效破解管理頑疾,提升交付能力、保障產品質量、降低運營成本,最終將寶貴的經驗轉化為可持續的數字競爭力,在日益激烈的市場競爭中脫穎而出,真正從“制造”走向“智造”。
更多MES系統 模具管理軟件 零部件MES 機加MES
注塑MES http://www.hlmdc.cn/hangyexinwen/995.html 電子MES
模具運維管理,模具全生命周期管理
下一篇:暫時沒有了